Bed tramming menu
Manual leveling menu, allows to level the corners to get nozzle (X) and bed (Y) have parallels movements to each other.
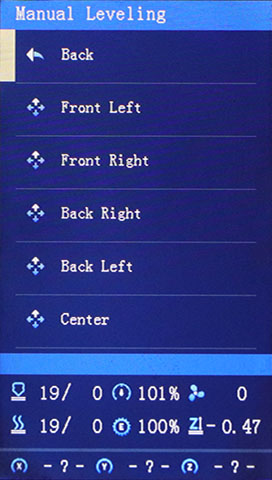
In the Manual mesh version, the nozzle moves over each corner position and then goes down to z=0, you can use a piece of paper to adjust the knobs.
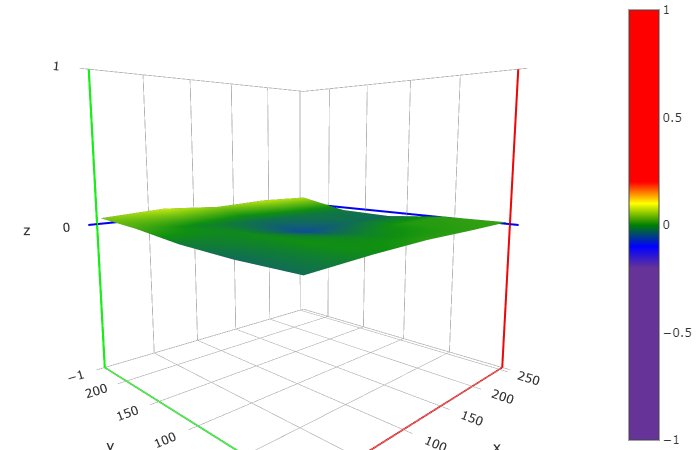
In the BLTouch version the corners leveling is semi-assisted, the printer does a z-home and moves the BLTouch over the leveling point then does a metering taking the relative distance between the corner and Z=0, the result of this relative height is showed in the display. You can adjust the leveling knobs until the values are similar in the four corners, they don't need to be zero because when the bed is warped (most of them are concave, see Fig 1), the corners are always higher than the center z=0 that is taken as reference. A slight difference between the corner heights of about 0,05 mm is enough.
Fig 1. Warped bed as seen with the Octoprint plugin Bed visualizer.
If your BLTouch doesn't go to some points, you have unreachable points because your probe/home offsets and/or physical dimensions, try to increase the probe margin in the probe settings menu. For example, the points on the right are reachable positions if:
Max X position (248) + Probe X Offset (-42) > Bed X size (230) - Probe Margin (30)
If you continue to have a problematic test, disable the HS mode, and review your BLTouch wire connections. If nothing helps then your BLTouch could be incompatible with this firmware or the standard connectivity, some users have success re-routing the sensor wires to the z-end stop connector and recompile the firmware for that connection.
If your printer has a BLTouch, now there are new ways to do the first bed leveling (leveling bed corners) selecting a 2x2 mesh and see the results on the mesh viewer, you will be able to adjust the knobs and redo the 2x2 mesh until the four values are similar. Finally, if you have a terminal (Octoprint or Pronterface) you can use the g-code G35 and the printer will tell you how to move the knobs